





Our facilities operate to recognised global standards, ensuring quality, safety and compliance at every stage of production. We hold certifications such as Sedex, GMP, HACCP and BRCGS (UK).
.png)
.png)


Whether you’re working with an existing formulation or a new product idea, our in-house R&D team specializes in developing innovative, scalable products.

We produce tablets, capsules, softgels, gummies and powders at scale, delivering consistent quality from pilot run through to full commercial production.

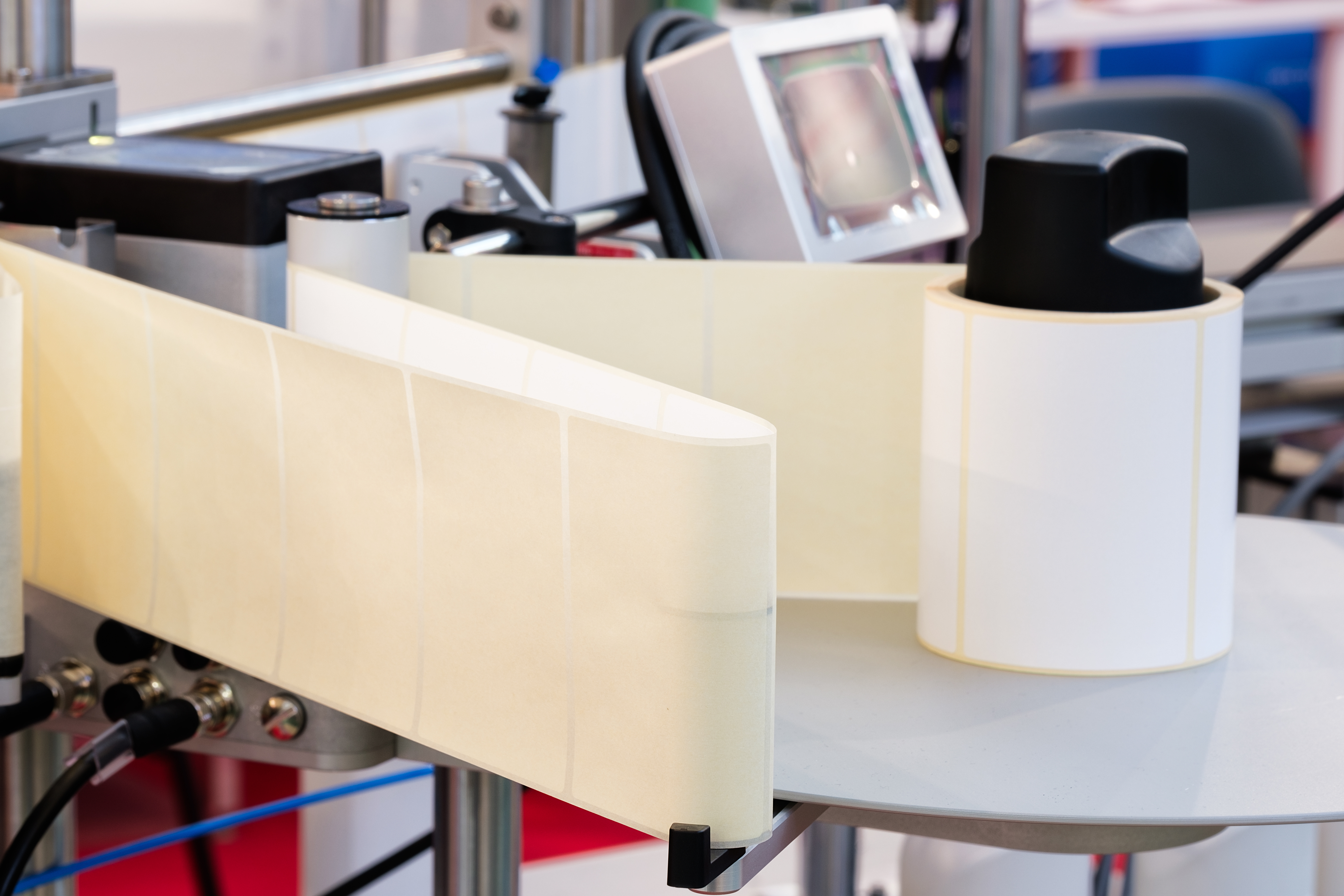
We manage the full packaging process to match your brand and market requirements.
From bottles and blisters to sachets, pouches and custom formats, our team ensures a professional, retail-ready finish. Labeling, compliance checks and execution are handled in-house, so your product is ready for market without delays.
Products are shipped directly from our manufacturing facilities by sea or air.
Our in-house logistics team manages the process end to end, delivering to your warehouse, distributor or fulfilment partner. We keep timelines predictable and supply chains efficient as volume grows.

We combine large-scale manufacturing in China with UK and European teams covering quality, regulatory and sales & marketing support. This structure enables efficient production while maintaining visibility, control and responsiveness across markets.

If you’re exploring a new product or planning your next phase of growth, we’d be happy to talk. Our team will work with you to understand your requirements and guide you through the development process.